Quy trình hoạt động của máy ép nhựa
Nội dung chính
Máy ép nhựa có quy trình hoạt động khá đơn giản và không thay đổi gì nhiều sau nhiều năm ứng dụng. Quy trình ép nhựa sẽ bắt đầu từ công đoạn làm nóng chảy nhựa và ép bằng khuôn. Sau khi ép nhựa sẽ được làm nguội và thành hình dựa theo khuôn mẫu. Tuy nhiên, để có thể tạo ra sản phẩm tốt nhất đến cho người tiêu dùng, sảm phẩm được tạo ra cần phải trải qua quá trình xử lý sau để được trạng thái tốt nhất sau khi hình thành hình dạng theo như khuôn mẫu:
Tạo nhựa lỏng: Quy trình ép nhựa được khởi đầu bằng công đoạn làm nóng chảy nhựa. Nhựa trong bồn chứa sẽ được cấp nhiệt đến nhiệt độ nóng chảy của nhựa và được duy trì ở trạng thái lỏng. Nhựa lỏng sẽ là nguyên liệu chính của quá trình ép nhựa.
Tiêm nhựa: Quá trình này là quá trình dẫn nhựa vào khuôn. Nhựa sau khi làm nóng nhảy sẽ dễ dàng hơn trong việc vận chuyển đến khuôn. Nhựa sẽ được bơm vào khuôn bằng ống dẫn và sử dụng áp lực để đưa nhựa vào khuôn.
Hoàn thiện sản phẩm: Khi nhựa đã được bơm đầy vào khuôn, nhựa sẽ được làm nguội và tạo thành hình theo hình dáng của khuôn mẫu. Nhựa lúc này đã đổi hình dạng và có độ bền cao hơn.
Tháo khuôn: Đây là giai đoạn kết thúc của quá trình ép nhựa. Sản phẩm từ khuôn đúc sau khi đã làm nguội sẽ được lấy ra từ khuôn và hoàn thành quy trình. Khuôn được đưa trở về vị trí ban đầu để chuẩn bị cho quy trình tiếp theo.
Trình tự thực hiện ép nhựa theo khuôn
1. Đóng tạo hình khuôn
Khi máy được bấm nút khởi động, khuôn đúc bắt đầu đóng lại nhờ vào lực đẩy của piston hoặc các thiết bị cố định khác. Khuôn được lực giữ cố định trong suốt thời gian thực hiện quy trình ép nhựa. Ở giai đoạn này, các cảm biến sẽ theo dõi áp suất có trong khuôn để điều chỉnh tốc độ của máy ép.
Tốc độ đóng khuôn cũng ảnh hưởng nhiều đến chất lượng của sản phẩm. Trong các cải tiến hiện nay, tốc độ đóng khuôn được nâng cao đáng kể, quy trình đóng khuôn được tự động hoàn toàn và tự điều chính tùy theo mức áp suất có trong khuôn. Quá trình đóng khuôn quá nhanh có thể làm mất cân bằng mật độ nhựa hoặc không đúng hình dạng khuôn. Từ đó, chất lượng sản phẩm sẽ giảm đi. Trái lại, nếu khuôn đóng chậm, sẽ gây hao tổn điện, tăng chi phí và giảm hiệu suất sản xuất.
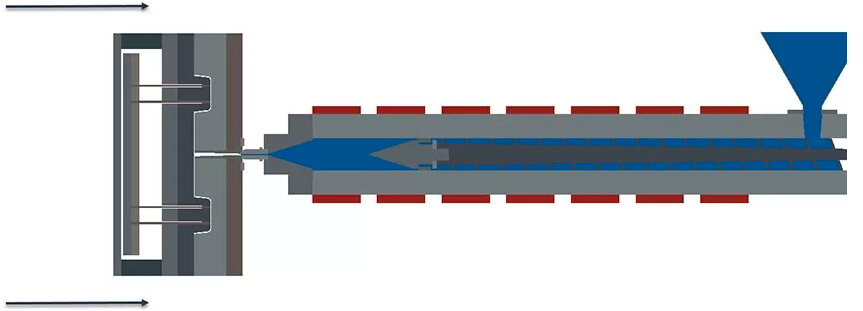
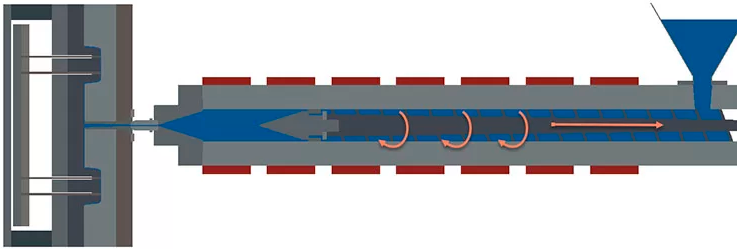
2. Bơm nhựa lỏng
Giai đoạn vận chuyển nhựa được điều chỉnh tốc độ bằng cách điểu khiển tốc độ quay của trục vít. Trục vít được bộ xử lý trung tâm điều khiển một cách chính xác để có thể tạo ra sản phẩm hiệu quả và chất lượng tốt nhất. Tốc độ trục vít dẫn nhựa lỏng vào khuôn cần được đảm bảo về tốc độ và lưu lượng đồng đều, độ mịn của nhựa cũng là yếu tố cần lưu ý khi điều chỉnh tốc độ vít. Quá trình phun nhựa có vai trò quan trọng trong việc tạo ra các sản phẩm bằng nhựa. Vít được sử dụng để đẩy nhựa nóng chảy từ thùng phun ra khỏi và vào khuôn để tạo ra sản phẩm. Máy phun phải di chuyển với tốc độ cân bằng để đảm bảo quy trình và chất lượng sản phẩm tốt.
Lưu ý trong quá trình phun nhựa
Đây là khoảng thời gian mà máy phun chuyển từ việc đặt một khối lượng nhựa vào khuôn ở một tốc độ cụ thể sang giữ một lượng áp suất cụ thể trong một khoảng thời gian. Nguyên tắc chung là lấp đầy khuôn gần đầy (khoảng 95% trở lên) trong giai đoạn phun để đảm bảo chất lượng tốt nhất của sản phẩm cuối cùng. Một trong những cách phổ biến nhất là sử dụng vị trí vít, tuy nhiên cách chính xác nhất là sử dụng cảm biến áp suất khoang. Các cảm biến áp suất khoang có thể điều khiển máy đúc trên mỗi chu kỳ thông qua phản hồi trực tiếp bên trong khuôn. Tuy nhiên, nhược điểm của hệ thống này là nó cần các thành phần bổ sung như hệ thống điều khiển bên ngoài và các cảm biến áp suất khoang trên mỗi khuôn.
3. Ép khuôn và giữ định hình
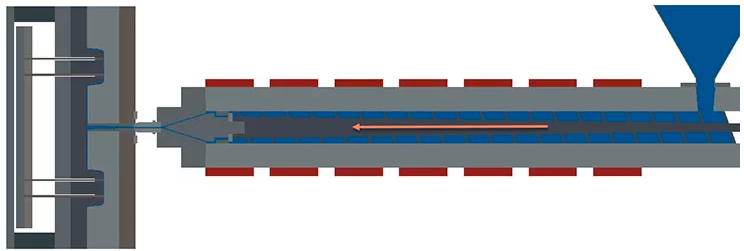
Trong giai đoạn cuối cùng của quá trình phun, cần giữ áp lực tốt để đảm bảo chất lượng sản phẩm tốt nhất. Áp suất quá thấp có thể gây ra các vết chìm trong sản phẩm và quá cao có thể làm hỏng khuôn. Thiết kế và kích thước cổng cũng rất quan trọng, chúng phải khớp chính xác với bộ phận để đảm bảo quá trình phun được thực hiện tốt nhất.
Lỗ phun cần đủ khô cứng để cách ly bộ phận khỏi hệ thống cấp liệu. Nếu cổng quá lớn thì có thể mất quá nhiều thời gian để làm mát và nếu cổng quá nhỏ thì có thể đóng băng quá nhanh, cắt đứt dòng nguyên liệu và gây ra những thiếu hụt hoặc kẹt dòng nguyên liệu. Điều này có thể ảnh hưởng đến chất lượng và hiệu suất của quá trình phun.
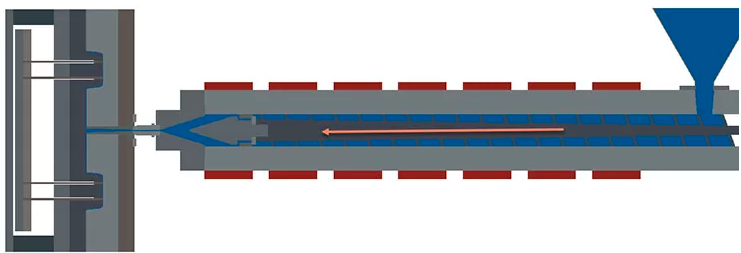
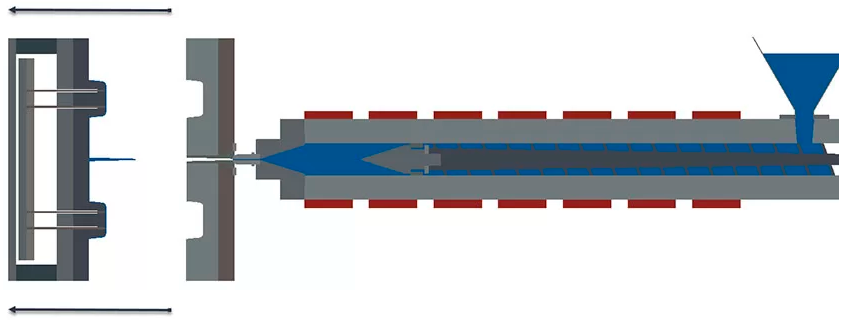
4. Làm nguội nhựa
Sau giai đoạn ép và giữ, bộ phận được tạo hình và vẫn có khả năng quá nóng để lấy ra khỏi khuôn. Giai đoạn làm mát là thời gian được phân bổ để khuôn hấp thụ nhiệt từ phần nhựa. Những bộ phận lớn, có phần tường dày hoặc sử dụng vật liệu có độ dẫn nhiệt thấp có thể cong vênh hoặc thay đổi sau khi đúc nếu không cung cấp thời gian làm mát thích hợp. Điều này có thể gây ra sự khác biệt trong kích thước và hình dạng của bộ phận, nên cần phải được quan tâm đến khi thiết kế quy trình phun.
Trong thời gian làm mát, máy đúc bắt đầu sạc lại (làm dẻo) nhựa trong thùng để chuẩn bị cho chu kỳ tiếp theo. Vít bắt đầu quay, vận chuyển nguyên liệu thô xuống thùng. Khi vật liệu di chuyển về phía trước, nó đẩy vít về phía sau (sang phải trong hình ảnh). Khi vật liệu được truyền xuống vít (về phía bên trái trong hình ảnh), cả hai hệ thống sưởi cắt từ các dải quay và lò sưởi trên thùng (chủ yếu là nhiệt cắt) được sử dụng để làm tan chảy nhựa. Quá trình này có thể đi kèm với quá trình sạc lại (làm dẻo) để chuẩn bị cho chu kỳ phun tiếp theo.
Vòng tua máy và áp suất ngược
Các thông số điều chỉnh đó cũng có thể giúp điều chỉnh chất lượng sản phẩm và tăng hiệu quả công việc. Vì vậy, điều chỉnh các thông số này cần được làm một cách cẩn thận và khéo léo để đạt được hiệu quả tối ưu. Ngoài ra, điều chỉnh các thông số này cũng cần phù hợp với tính chất và đặc tính của vật liệu được sử dụng trong quá trình phun. Nếu không, có thể gây ra khuyết tật hoặc không đạt được chất lượng sản phẩm ưa dùng.
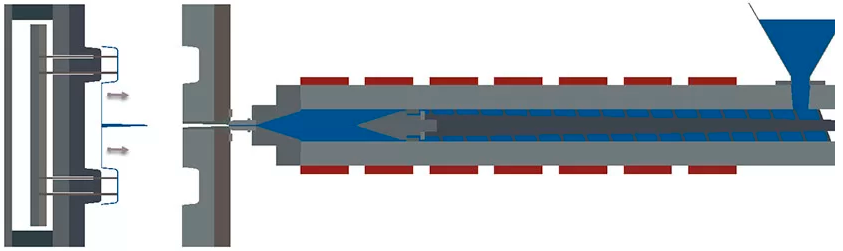
5. Mở nắp khuôn hoàn thiện sản phẩm
Sau khi sản phẩm được hoàn thiện, khuôn sẽ được mở trở lại để chuẩn bị cho chu trình tiếp theo. Tốc độ mở khuôn cũng được điều khiển áp suất không khí trong khuôn. Khuôn mở ra cần phải được theo dõi cẩn thận để có thể mở ra một cách an toàn và đúng cách. Tránh trường hợp mở khuôn sai cách làm cho sản phẩm bị biến dạng hoặc bất kỳ hư tổn nào khác trong sản phẩm.
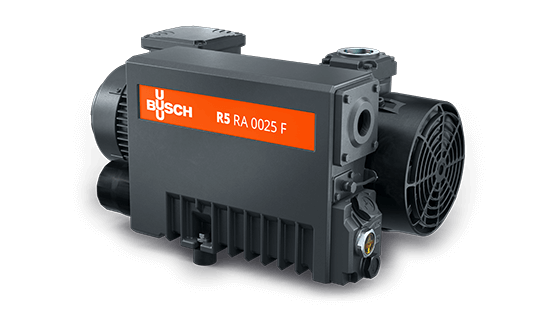
Xem thêm: 4 dòng sản phẩm của hãng bơm chân không Busch
Chức năng của máy bơm chân không trong máy ép nhựa
Bơm chân không là thiết bị quan trọng trong máy ép nhựa. Bơm có khả năng duy trì trạng thái lỏng của nhựa trước khi được đưa vào khuôn. Đồng thời, bơm chân không tạo ra áo suất chân không để nhựa sau khi được đưa vào khuôn sẽ bám sát vào bề mặt khuôn. Điều này giúp cho sản phẩm tạo ra có hình dạng và kích thước đúng như khuôn mẫu. Tuy nhiên, để tạo ra được sản phẩm chất lượng cao, nhựa và hệ thống chân không cần được lắp đặt và đầu tư một cách kỹ lưỡng để có thể duy trì hình dạng của sản phẩm.
Điều tối kỵ trong sản xuất bằng phương pháp ép nhựa là tạo ra bọt khí. Các bọt khí này được lọt vào từ môi trường bên ngoài hoặc có sẵn trong khuôn. Bọt khí gây ra các tổn hại cho sản phẩm như tạo bong bóng trong nhựa, tạo khuyết tật cho sản phẩm. Điều này làm giảm chất lượng của nhựa và sản phẩm tạo ra không có tuổi thọ cao. Để điều này không xảy ra, bơm chân không được sử dụng để loại bỏ hoàn toàn bọt khí. Các bọt khí, được bơm chân không hút ra bên ngoài đồng thời loại bỏ độ ẩm của nhựa và hoàn thiện quá trình ép một cách thành công. Áp suất thường được duy trì trong phạm vi từ 20-25mmHg.
Ưu điểm của máy bơm chân không trong máy ép nhựa
Máy ép nhựa có nhiều chức năng thích hợp và được lập trình riêng biệt cho quá trình ép. Máy ép sẽ điều chỉnh áp suất chân không có trong khuôn. Kết quả từ việc này là nhựa được phân bố đồng đều trong khuôn, kích thước sản phẩm sẽ chính xác so với khuôn mẫu. Bên cạnh đó, áp suất chân không còn giúp dễ dàng hơn khi thực hiện ép các đồ vật có hình dáng phức tạp. Ngoài ra, trong quá trình ép, chân không còn giúp ngăn ngừa sự biến đổi của nhựa từ trạng thái rắn sang trạng thái khí giúp nâng cao chất lượng của nhựa và sản phẩm sau khi hoàn thành đạt kết quả cao hơn.

Trong mọi quy trình xử lý nhựa, giá thành là yếu tố quan trong trong việc hoàn thành sản phẩm nhựa chất lượng cao. Bài toán đặt ra cho mọi nhà sản xuất là làm sao tạo ra sản phẩm tốt nhất cho người tiêu dùng với chi phí tối thiểu. Quá trình ép nhựa là quá trình thực hiện vừa nhanh chóng vừa hiệu quả, tạo ra lợi nhuận cao và được người sử dụng tin dùng. Các sản phẩm đến từ ép khuôn nhựa được phổ biến rộng rãi nhờ chi phí rẻ và tuổi thọ cao. Thời gian thực hiện quy trình ngắn phù hợp cho sản xuất hàng loạt và đáp ứng được lượng cầu từ khách hàng. Chính vì thế, ép nhựa là quy trình được ưu tiên hàng đầu khi sản xuất các sản phẩm từ nhựa.
Xem thêm: Bơm hút chân không Robot Palletizer